产品系列
公司动态
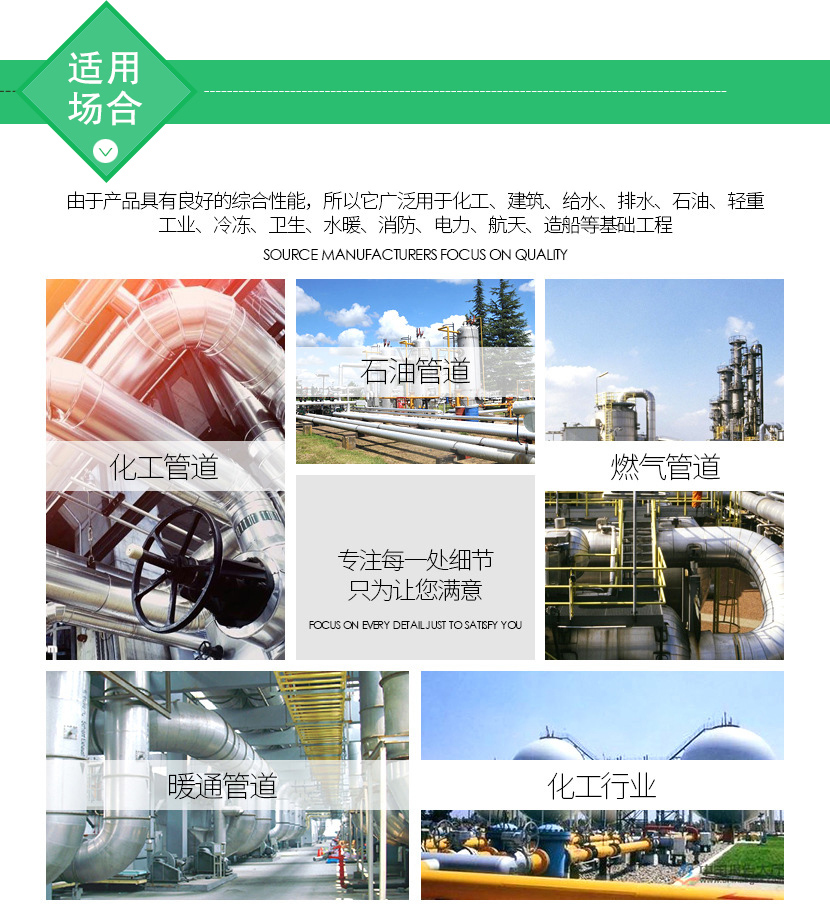
合金弯头的用途范围
2021-04-06
合金弯头的使用安全性
2021-04-03
合金弯头连接管件的注意事项
2021-03-31
碳钢弯头的优点主要表现
2021-03-28
碳钢弯头的制作工艺
2021-03-25



碳钢弯头是改变碳钢管道上管路方向的金属管件。连接方式有丝扣及焊接。按角度分,有45°及90°180°三种常用的,另外根据工程需要还包括60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金钢、可锻铸铁、碳钢、有色金属及塑料等。与管子连接的方式有:直接焊接(常用的方式)法兰连接、热熔连接、电熔连接、螺纹连接及承插式连接等。按照生产工艺可分为:焊接弯头、冲压弯头、推制弯头、铸造弯头等。其他名称:90度弯头、直角弯、爱而弯等。
碳钢弯头的基本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90°弯头或6个60°弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5倍的任何规格大型弯头,是制造大型碳钢弯头的理想方法。
该碳钢弯头制作工艺的优点主要表现在以下几个方面:
(1)不需管坯作原料,可节约制管设备及模具费用,且可任意大直径而壁厚相对较薄的碳钢弯头。
(2)坯料为平板或可展曲面,因而下料简单,精度容易,组装焊接方便。
(3)由于上述二条原因,可以缩短制造周期,生产成本降低。因不需要任何设备,尤其适合于现场加工大型碳钢弯头。
(4)碳钢弯头适用于石油、化工、水电、建筑和锅炉等行业的管路系列。
碳钢弯头的处理技术
碳钢弯头预热有利于减低中碳钢热影响区的较,防止产生冷裂纹,这是焊接中碳钢的主要工艺措施,预热还能接头塑性,减小焊后残余应力。通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。焊条条件许可时优先选用碱性焊条。 若焊后不能进行应力热处理,应立即进行后热处理。仅从设计应力上讲,碳钢弯头的耐压性能佳。但由于各方面的因素,地板采暖管的的实际壁厚通常为而在这个壁厚下各类管材均能满足地板采暖的要求,国标碳钢弯头管耐压优势体现不出来;导热性:用于地板采暖的管材需要有好的导热性、低温耐热冲击性的耐低温冲击性能比较好。碳钢在焊接过程中需要谨慎,在合适的环境中使用,不断的满足重要的性能,在重要的环境中焊接,质量。坡口形式将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
焊接工艺参数由于母材熔化到头一层焊缝金属中的比例高达30%左右,所以一层焊缝焊接时,应尽量采用小电流、慢焊接速度,以减小母材的熔深。焊后热处理焊后较好对焊件立即进行应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件应如此。应力的回火温度为600~650℃。
碳钢弯头加热温度
碳钢弯头加热温度的确定原则是材质奥氏体化温度以上,且推制时弯头内壁主压应力小于材料在此温度下的屈服。材质奥氏体化温度越高,加热温度越高;材质高温屈服越高,加热温度越高。中频感应加热,WB36的较高温度为850~900℃,A335P22钢为900~950℃,A335P91材质的加热温度较高点为900~1000℃。测温方式为固定式远红外测温仪和手动式远红外测温仪相结合。
碳钢弯头加热温度的确定原则是材质奥氏体化温度以上,且推制时弯头内壁主压应力小于材料在此温度下的屈服。材质奥氏体化温度越高,加热温度越高;材质高温屈服越高,加热温度越高。
温度分布是一个重要的工艺参数,由感应圈形状及感应圈与芯棒头相对位置直接控制。感应圈形状是主要因素,感应圈与芯棒头相对位置是次要因素。温度沿芯棒头径向分布规律为低、中、高。加热温度高,冲压弯头壁厚增大。推进速度对推制弯头几何形状的影响推进速度作为一个重要的工艺参数,由液压系统流量调节直接控制。推进速度的确定原则是弯头内壁主压应力小于材料在此温度下的屈服,外壁伸长率小于材料在此温度下的较大伸长率。材质透热系数、磁导率及中频功率大,推进。推进,生产率提高,但推制弯头的壁厚减薄率增大。
安徽碳钢弯头 四川碳钢弯头